.jpg)
In the past weeks, we have discussed types of burrs and the many methods of removal and today we’re taking a look at mechanical hard tool deburring.

Self-compensating deburring tool holder with built in float.
Mechanical deburring employs cutting, grinding, milling, or brushing tools to remove burrs through direct contact. It is ideal when burrs are simply too heavy or strong to remove with other methods.
Mechanical deburring is faster, more accurate, and repeatable than removing burrs by hand, which is a time-consuming process with results that vary based on the operator. Mechanical methods are more expensive than hand deburring, but still typically a low-cost operation because often a deburring tool is added to a machining center, making secondary equipment unnecessary. The cost of the tool and tool holder is much less than purchasing a second deburring-specific type machine.
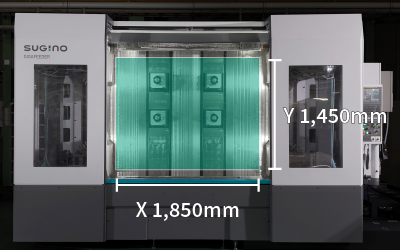
Mechanical deburring tool holders with automatic compensation and float provide constant pressure and uniform finishing. They allow for quick pressure adjustments based on burr size and rigidity. Complex shapes are easily finished with simple programming. These types of tool holders are attachable to various machines (machining centers and robot arms) and can hold various types of tools including brushes, rotary carbide bits, or other specialty tools.

-300x200.jpg)
-300x200.jpg)

The applications for these tool holders with built-in compensation include surface and back side deburring of holes as well as casting profiles and flash removal. They are designed to deburr and chamfer even curved edges uniformly. And can handle complicated shapes including profile deburring. It’s an excellent solution when hand deburring is not precise and accurate enough for the desired results.
Adding automation to the hard tool deburring process can provide consistent, reliable results when faced with well-seated, hard-to-remove burrs.